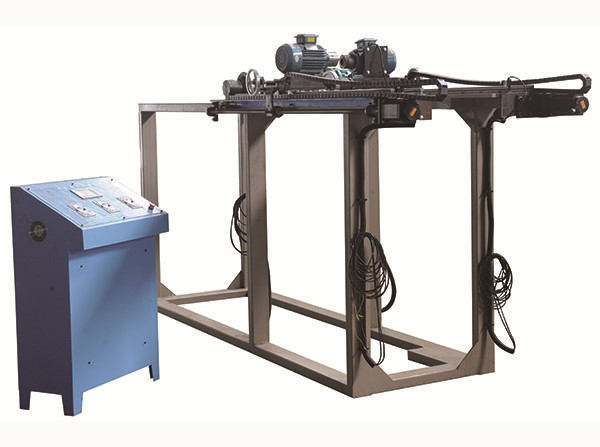
切捆条机生产厂家小编和大家讲讲热压复合机:与三合一复合机不同的是,供应切捆条机是在注塑框架上喷涂加热,手工涂布织物。热压复合织物通常有背面泡沫和非织造织物。非织造布结合时,可防止胶水渗入泡沫和织物中,避免织物厚度不均匀。根据成型工艺,柱防护板可分为纯注塑件和织物包覆件。织物涂层可分为热压复合件、植绒件、低压注塑件等。通常织物的覆盖部分直接与A、B、C和D一起使用。双塑料槽网带复合机(别名:双胶合槽网带层压机)适用于海绵、布料、伊娃、人造革、人造棉等材料的粘接和粘接。主要用于鞋、帽子、手套、皮革服装、箱包、汽车座椅、玩具等行业的原材料胶合。

供应切捆条机的特征主要有:所用PUR热熔胶不含溶剂,是理想的绿色环保胶水,制品无残存溶剂,生产无污染排放问题,节省能源,占地面积小,复合的过程湿固反应,不可逆,粘合牢固耐水洗牢度好,PUR热熔胶不含水和溶剂,无需烘干,复合速度快,粘性强,用胶量省,节省成本,复合过程全联动控制,基材无拉伸,质轻柔软,手感好,热源为油热,加热快,热量均匀,熔胶系统独立出来,熔胶充分速度快,点状网纹上胶,成品透气度好,立体感强,机台人性化设计,节省操作人员。金华切捆条机在日常操作中需要注意的安全事项:避免在有挥发及爆炸性的原料或气体周围操作热熔胶机,热熔胶机喷涂设备周围不能存放易燃易爆物品,不要在没有适当的保护装置、良好之绝缘体或良好保护面板下操作使用热熔胶机,需要检修时只有经过专业培训人员方能够拆机维修,不要在温度低于0℃及温度高于50℃的周围环境下。
一、日保:1、工作前30分钟关闭,清洗和清洁复合机的导辊和辊,确保导辊和压力辊光亮灵活。2、在长时间停车或停车前,及时将胶辊和胶辊分开,清理胶辊、涂胶辊、胶槽、胶管、胶水、污物。3、复合机周围地面保持卫生整洁,无污垢、灰尘等。4、定期检查复合机导辊和压辊的转动,以保证正常运转。二、周保:1、每星期六下班前检查复合机各部件的运转情况,及时发现异常处理。2、每星期六检查并清洗卷取机的力矩电机。三、月保:1、每月抽出完成每周和每月的保险内容。2、取出机器的所有保护罩,彻底清洁和输送所有传动链轮、链条和齿轮,不需要任何污物和油脂来正常驱动。仔细检查所有传动轴承是否正常,发现异常及时维修。3、彻底清洁和维护电动葫芦,进行安全检查,确保安全正常。

供应切捆条机选用合适的烘干温度,过高或过低都会影响复合膜的黏结牢度,涂布基材干燥时受热温度过高或经过高温蒸煮,会使胶黏剂的表层被炭化,从而破坏胶黏剂的黏结能力,干燥温度太低厂商信息,则胶黏剂固化不彻底,胶黏剂的黏性较差,复合不牢且经过一段时间后,复合膜中易形成气泡,破坏产品的复合质量,当然我们可选择耐高温和耐蒸煮性良好的胶黏剂数码印刷机,以适应较高温度的烘干,例如选用聚氨酯胶黏剂。切捆条机生产厂家的复合压力过大或复合辊两端压力不均,会引起复合膜表面皱褶,复合后皱褶处形成空隧道,影响成品黏结牢度。适当增加复合压力有利于提高复合的粘结力,另外,为了提高复合膜的黏结效果和质量乳品包装,要尽量避免异物、灰尘等杂物黏附在胶黏剂上或是基材复合表面上,结束语操作时,要仔细观察生产过程中出现的各种问题和故障,合理运用上述方法来排除故障。

金华切捆条机在现实中是应用最多的贴合形式。根据贴合材料的不同,常常要加热到一个比较高的温度。热贴合可以提供较好的贴合性能,贴合後的制品更耐磨损,且不易开裂。热贴合的方法适用于不受加热影响的材料。对复合机传动部位的清洁:机器各传动部位,轴承都是需要润滑油(选择高温黄油和常规黄油两种)的,不同部分确定选择哪种,这样才能确保机器长期运行顺畅,因此,供应切捆条机清洁工作主要就是将沾有灰尘的旧的润滑油擦去,并把各传动部位擦拭干净,再重新加注新的润滑油。复合机清洁主要清理哪些部件?对复合机搬送轨道的清洁:必须检查轨道的皮带是否有损坏、松脱,检查轨道上是否有异物等问题,检查完毕后,运用无尘纸把轨道清洁干净。复合机就是将两层或者两层以上的材料用粘合剂粘合成为一体。

1、供应切捆条机开机前应对机台进行全面检查,紧固件螺栓是否会松动,如有松动应及时复位。转动部件是否会缺油,如缺油应及时加油。2、打开蒸汽闸门,关好排水闸门,直到无出现漏气为止。3、把纸安装到纸架上,对好线位,再把纸从预热缸放到烘道口。4、切捆条机生产厂家放好胶水,打开回胶电机,待烘道管温度达到30℃以上,然后把烘道压辊降到最低点,把皮带装紧,打开电源,启动电机,低速运转,待温度达到180℃方可投入生产。5、把各单面机纸张从预热缸穿入胶辊再到烘道口。6、要求各线位确保对齐,温度达到180℃把面纸穿入烘道口。E机、B机、A机按顺序将纸张穿入烘道口,把胶水压辊打下和吸风罩进行慢速运转,把胶量和胶辊间隙调到适中为止。7、待纸板从烘道口输出应对纸板进行检查质量,看纸板是否完好。